




电泳漆表面颗料(疙瘩)整体解决方案
前言:随着市场应用自动生产线的增加,电镀镀层的保护使用电泳漆企业越来越多,但是电泳漆供应商参差不齐,很多问题处理难以处理,给客户带来损失,目前最常见的电泳漆表面形成凹凸的颗粒问题作分析,主要需从以下几个方面查找原因:
一、电泳设备循环效果引起的颗粒
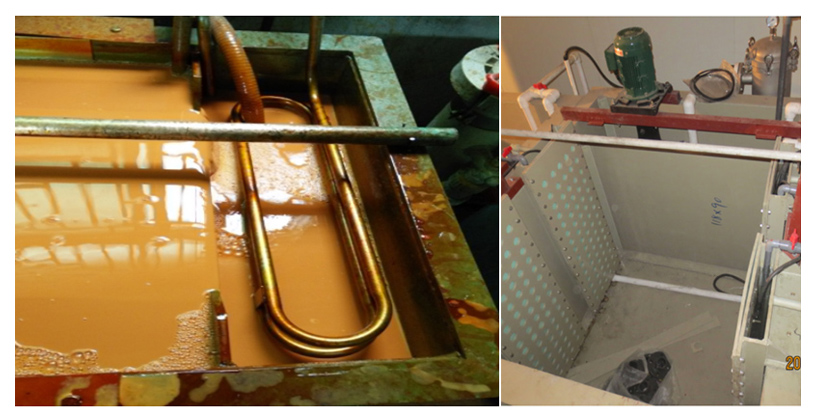
1、电泳槽循环设计及循环次数是否可以达到彻底循环过滤的要求,如果槽液循环方向不是在槽底向上溢流(见图),会导致工件带入的颗粒物,环境中的颗粒不能通过循环过滤掉,而是沉在槽底同时会粘连电泳漆,导致电泳槽底沉淀物多,在生产时由于工件挂具的阻力改变了槽液循环方向,槽底的沉淀物搅拌起来随着电流方向被带到工件上,形成工件底部会有颗粒物,面部颗粒物少的现象;
仿制品电泳槽液溢流图
二、烤箱设计循环风引起的颗粒:
1、烤箱环境颗粒物多,烤箱的循环风未过滤进入烘道,空气中的颗粒在高温中形成聚集粘连,由眼睛看不见的颗粒变成可见的颗粒,在风力的带动下悬浮在空中,工件进入烘道后,漆膜在烘烤接近固化阶段时,由于溶剂、水份脱离漆膜时,漆膜表面粘度非常大而软,颗粒在此阶段在循环风力的助力下粘到漆膜表面,形成触摸刮手的颗粒;
三、工艺设计缺陷造成的颗粒:
目前80%的表面处理企业在开始创办企业时,不是先找原材料供应商验证工艺的可行度,而是想尽办法到同行考察后,找个设备企业开始绘图做设备,图纸上的数据根本就不去验证。(工艺会造成很多问题,今天只讲颗粒。)
问题现象描述:
3.1、工件烘烤后,挂具上层的工件有颗粒物,但是细小触摸无感觉。挂具中间没有或极少。
3.1、在工艺设计时尽量增加溢流水洗(不是水洗)次数,形成“阶梯式”流水,在生产时既可以达到节约用水的同时还提高产品质量。
3.2、水洗槽底必须设计“自流式”排尽槽体需要更换的水,因为最脏的杂质会在槽底,如果排不干净再次注入新水时还没有生产就已经污染了。
四、电泳漆回收(UF回收)引起的颗粒:
品质要求越高的产品所有的细节才是重点。每个企业的配方都有它的优点与缺陷共存,要高品质稳定生产对电泳漆的回收量有一定比例要求的。并不是想怎么做就怎么做,仿制没有“数据支撑”,高成本还出不了同等品质。
问题现象描述:
解决方案:
4.1、工件在过完最后一次水洗后,在待烤区或者在进入隧道烘烤前漆膜表面水份会干燥,工件表面即可见到颗粒用手轻轻擦不掉或者擦掉颗粒漆膜破裂。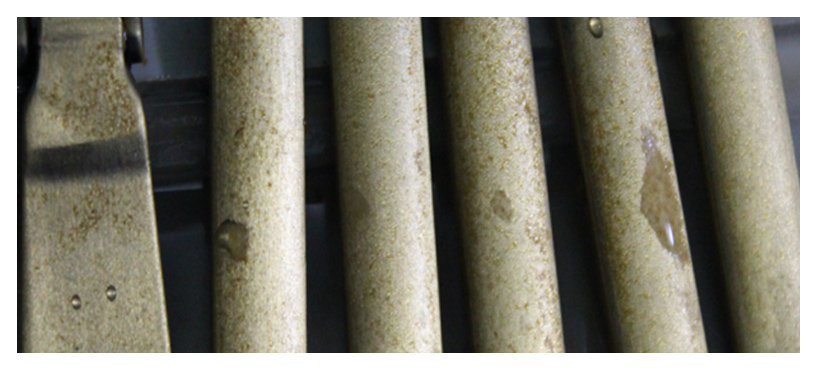
4.1、超滤回收量过大,造成槽液酸化,电泳漆在低固体份时泵的剪切力又加速槽液老化。按照电泳漆生产商的标准确定循环次数。
4.2、提高回收槽的固体份3%左右,补加闪点较低溶剂,保持PH值的稳定。
4.3、保持电泳后的纯水要求,降低冲洗水中含漆浓度,保持冲洗液干净。
五、镀层不耐高温引起的颗粒:
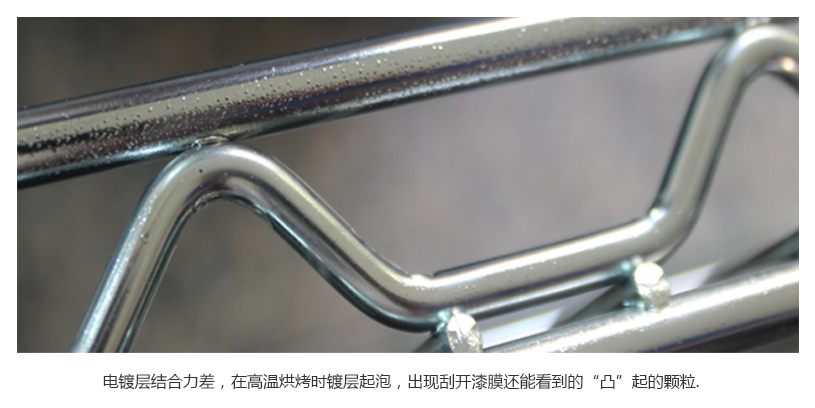
电镀层结合力差,在高温烘烤时镀层起泡,出现刮开漆膜还能看到的“凸”起的颗粒.
问题现象描述:
1、电泳漆膜脱掉后,还可以看到凸的颗粒,需要控制电镀层质量。
2、降低电泳漆烘烤温度,165度降低到120度、100度看是否还有颗粒;如果在低温时没有颗粒,说明颗粒是属于镀层不耐高温引起。
解决方案:
1、考虑用120度固化低温电泳漆或UV电泳漆、改为水性或油性喷漆。
六、电泳漆引起的颗粒:
1、树脂的配方设计基础问题,不耐电压,电流过大时树脂结构会被烧焦;泵循环时把树脂分子链剪切断裂,烘烤时不能形成相互交叉的网状膜,耐水性差长期浸泡产生“霉”、“细菌”;电泳漆合成时温度控制不严谨产生微凝胶;
问题现象描述:
4.1、电泳漆膜烘烤后漆膜表面上形成“小米”装的圆形透明豆,用手指甲刮不掉,很硬、肉眼可见豆粒光滑,在LED手电筒灯光下可以看到闪光晶体;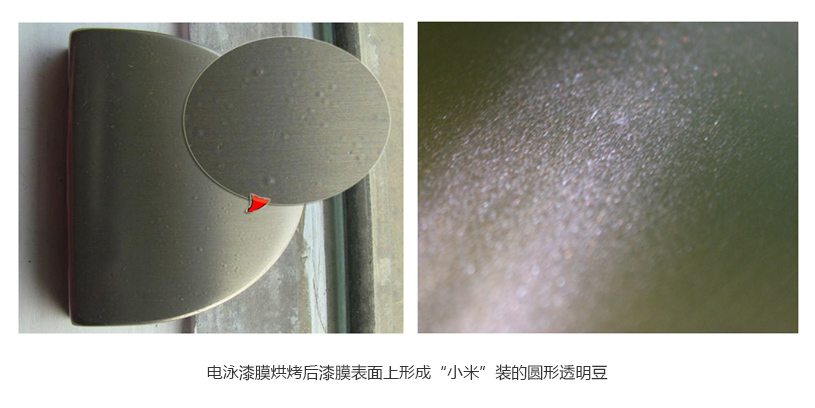
解决方案:
4.1、选择有技术实力的供应商合作,确保质量的批次稳定性。杜绝在线生产时处理品质问题。
4.2、减少碱性水(除油槽)带入量,丙烯酸阴极电泳漆PH值在4.5---5之间,碱性水的带入量较少时会让槽液产生微絮凝,形成漆膜颗粒;
4.3、不要把不同厂家的电泳漆在未经过实验测试就混合在一起使用,或把丙烯酸阴极电泳漆“与”环氧阴极电泳漆进行“冷混”(搅拌混合)很容易出现不可预见的问题;

